
高速相機在EMPT Welding電磁脈沖焊接的應用
EMPT Welding 電磁脈沖焊接
簡介:
電磁脈沖焊接:高速成像與數值模擬的工藝觀察
沖擊焊接機理的研究大多是建立在對焊接后接頭區的研究基礎上,主要是通過破壞性試驗。對焊接過程,特別是電磁脈沖焊接還沒有進行詳細的分析而缺乏了解。因此,接頭面積和工藝參數的設計幾乎都是根據經驗確定的。
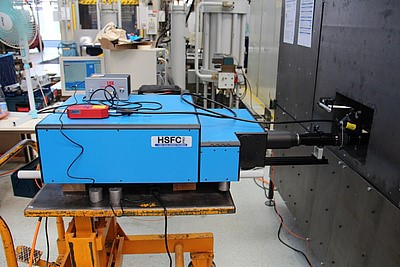
利用pco.dicam特殊的像增強器高速攝像機和激光照射焊接接頭區域,對電磁脈沖焊接中的沖擊進行可視化研究。研究結果表明,有些機制目前還不完全了解。
主要闡述了射流形成(沖擊過程中的表面清洗)和工件在高應變率下的材料變化。在一個工件內可以找到大應變率區域(金屬的液態情況)和相對較小應變率區域。我們得出是否可以通過模擬在宏觀的尺度上足夠精確的獲得工藝參數。
利用高速攝像機拍攝圖片,在實現穩定焊接過程的基礎上,分別研究了脈沖峰值電壓與脈沖基值電壓、兩個焊絲在垂直于焊道方向上的距離、焊槍傾角這三個因素對電弧行為、熔滴過渡過程及焊縫表面成形與焊縫幾何尺寸的影響。確定理想的脈沖峰值- 基值電壓,并且發現在文中所述試驗參數下,焊絲間距11 mm 為兩電弧形成共熔池、同焊道的上臨界距離.結果表明,隨著焊槍傾角的增加,焊縫熔深增加,熔寬減小,在焊接速度和送絲速度不變的前提下余高增加
 來自:網絡 Christian Pabst,Peter Groche,生產工程和成型機研究所,圖達姆施塔特,德國
來自:網絡 Christian Pabst,Peter Groche,生產工程和成型機研究所,圖達姆施塔特,德國
簡介:
電磁脈沖焊接:高速成像與數值模擬的工藝觀察
沖擊焊接機理的研究大多是建立在對焊接后接頭區的研究基礎上,主要是通過破壞性試驗。對焊接過程,特別是電磁脈沖焊接還沒有進行詳細的分析而缺乏了解。因此,接頭面積和工藝參數的設計幾乎都是根據經驗確定的。
利用pco.dicam特殊的像增強器高速攝像機和激光照射焊接接頭區域,對電磁脈沖焊接中的沖擊進行可視化研究。研究結果表明,有些機制目前還不完全了解。
主要闡述了射流形成(沖擊過程中的表面清洗)和工件在高應變率下的材料變化。在一個工件內可以找到大應變率區域(金屬的液態情況)和相對較小應變率區域。我們得出是否可以通過模擬在宏觀的尺度上足夠精確的獲得工藝參數。
利用高速攝像機拍攝圖片,在實現穩定焊接過程的基礎上,分別研究了脈沖峰值電壓與脈沖基值電壓、兩個焊絲在垂直于焊道方向上的距離、焊槍傾角這三個因素對電弧行為、熔滴過渡過程及焊縫表面成形與焊縫幾何尺寸的影響。確定理想的脈沖峰值- 基值電壓,并且發現在文中所述試驗參數下,焊絲間距11 mm 為兩電弧形成共熔池、同焊道的上臨界距離.結果表明,隨著焊槍傾角的增加,焊縫熔深增加,熔寬減小,在焊接速度和送絲速度不變的前提下余高增加



Copyright(C) 1998-2025 生物器材網 電話:021-64166852;13621656896 E-mail:info@bio-equip.com